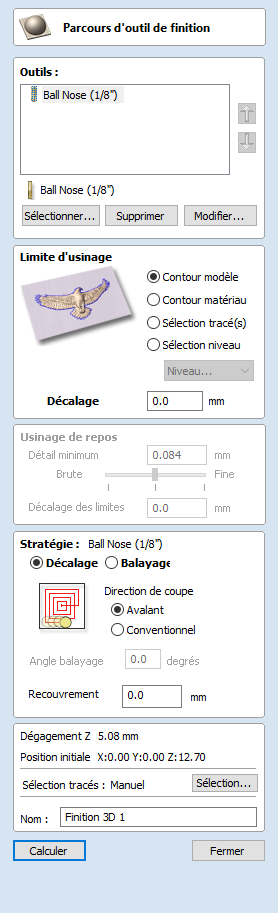
Parcours de finition 3D
L'usinage de finition est utilisé pour usiner la dernière passe sur la pièce 3D finie.
Pour la plupart des coupes de finition 3D, on utilise une lame à queue à tête sphérique avec un pas de vis relativement petit (8 à 12 % du diamètre de l'outil est typique). Des variantes de ce type d'outil, telles qu'une lame à nez boule conique, fonctionnent également et peuvent offrir une plus grande résistance avec des outils de plus petite taille. La taille de l'outil dépend de la taille de la pièce et des détails de la pièce en 3D. Utilisez la fonction de prévisualisation pour vérifier la qualité de la finition et les détails ; s'ils ne sont pas d'un niveau suffisamment élevé, le travail peut nécessiter un outillage plus petit ou un enjambement moins important. La découpe en 3D est toujours un compromis entre le temps et la qualité et un équilibre optimal entre la taille de l'outil, la qualité de la finition et le temps de découpe. Les choix effectués dépendront toujours des préférences personnelles de l'individu ou des spécifications du travail.
Note
The finishing toolpath is always a single pass, and it does not use the tool's pass depth. Please ensure that your Roughing Toolpath's Machining Allowance is set appropriately for the tool used in Finishing to avoid damaging the bit.
 Sélection des outils
Sélection des outils
Vous pouvez sélectionner le nombre d'outils que vous souhaitez utiliser pour créer ce parcours. Lorsque plusieurs outils sont sélectionnés, le premier outil enlève autant de matière qu'il peut, tous les outils suivants dans la liste enlèveront autant de matière qu'ils peuvent dans les zones non usinées précédemment. Si plusieurs outils sont sélectionnés, l'ordre des outils dans la liste doit correspondre à l'ordre dans lequel ils seront utilisés sur la machine.
Note
Sometimes an allowance will be left on for the final tool to remove.
Un clic sur le bouton ouvre la base de données des outils dans laquelle l'outil de dégagement requis peut être sélectionné et ajouté à la liste.
En cliquant sur le bouton l'outil sélectionné est retiré de la liste..
Un clic sur le bouton ouvre le formulaire Editer l'outil qui permet de modifier les paramètres de coupe de l'outil sélectionné, sans modifier les informations de base dans la base de données.
En cliquant sur les boutons de flèche vers le haut et vers le bas, l'outil sélectionné se déplace respectivement vers le haut et vers le bas de la liste.
Limite d'usinage
La limite d'usinage est la zone dans laquelle l'outil va travailler. Il existe plusieurs options :
Limite du modèle Les limites combinées de tous les composants de cette tâche sont utilisées. Il s'agit de la zone du modèle composite sur laquelle se trouvent les composants. Remarque : Ce n'est pas la limite des modèles sélectionnés.
Limite du matériau La limite de l'ensemble du bloc de matériau est utilisée.
Vecteur(s) sélectionné(s) Les vecteurs sélectionnés sont utilisés comme limite d'usinage.
Niveau sélectionné Les limites combinées de tous les composants sur le niveau spécifié. C'est similaire à la limite du modèle, mais seulement spécifique au niveau nommé.
Décalage des limites
Si vous usinez un objet en relief, il arrive souvent que l'outil n'usine pas complètement le bord. Ce champ est utilisé pour spécifier un décalage par rapport à la limite d'usinage sélectionnée afin d'augmenter sa taille pour permettre à l'outil de dépasser l'arête réelle si nécessaire.
Stratégie d'usinage de la zone
Il y a deux choix quant au type de motif de remplissage qui sera utilisé pour usiner la zone avec le parcours d'outil : Offset et Raster.
Offset

Votre choix entre la coupe ascendante et la coupe conventionnelle sera largement dicté par le matériau à usiner et par vos options d'outillage. Consultez vos fournisseurs d'outillage pour savoir ce qui convient le mieux à votre application spécifique.
Raster

Calcul d'un motif raster (coupe de dentelle) projeté sur la surface 3D et usiné à l'intérieur du ou des vecteurs sélectionnés, avec contrôle de l'angle de raster - entre 0 et 90°. 0° vous donnera un motif qui est principalement parallèle à l'axe X et 90° est principalement parallèle à l'axe Y.
Récupération de passage latéral
La valeur de rétractation du passage latéral peut être appliquée à la stratégie de la machine de compensation. Si la valeur que vous saisissez est supérieure à 0, l'outil se soulèvera de la surface du modèle composite de cette valeur lorsqu'il passera entre chaque contour de décalage. En fonction de votre matériau et de votre outillage, l'ajout d'un petit soulèvement éliminera les marques d'outil perpendiculaires entre les contours du parcours pour améliorer potentiellement la surface finie.
Note:
If the Stepover Retract Value specified is not large enough to allow the machine to lift the tool over the previous cusp height then you will receive a warning. This warning is simply informing you that with a Stepover Retract value of this size then you will not eliminate perpendicular tool marks.
Usinage par superposition
L'usinage par superposition est une technique qui utilise plusieurs outils pour essayer d'optimiser le temps d'usinage, l'enlèvement de matière et la durée de vie de l'outil. Une série d'outils peut être choisie, chaque outil enlevant la matière restante que l'outil précédent n'a pas pu usiner. Si plusieurs outils sont sélectionnés, l'usinage par superposition sera utilisé.
Détail minimum
La valeur de détail minimum et le curseur correspondant contrôlent la taille de la zone non usinée si elle doit être ignorée par cet outil particulier dans le parcours. Le résultat de l'usinage de finition avec un seul outil laissera toujours des zones du modèle qui ne sont pas complètement usinées. Souvent, ces zones non usinées sont si petites qu'il n'est pas souhaitable d'avoir un outil plus petit pour essayer de les usiner. Par exemple, il est peu probable que l'on veuille que l'outil le plus petit essaie d'enlever les cuspides non usinées d'un parcours précédemment coupé.
La définition du détail minimum est probablement un compromis entre l'obtention d'un plus grand détail et la réduction du temps d'usinage.
Décalage des limites
La valeur du décalage de limite spécifie une valeur par laquelle chaque zone non usinée sera décalée. Si la valeur du décalage de limite est faible, l'outil usinera beaucoup de petites zones. Si la valeur est élevée, l'outil usinera des zones moins nombreuses mais plus grandes.
Propriétés de position et de sélection
Z de sécurité
La hauteur au-dessus de la tâche à laquelle il est possible de déplacer la lame en toute sécurité à une vitesse d'avance rapide / maximale. Cette hauteur peut être modifiée en ouvrant le formulaire de configuration du matériel.
Position de départ
Position de et vers laquelle l'outil se déplacera avant et après l'usinage. Cette dimension peut être modifiée en ouvrant le formulaire de configuration du matériau.
Sélection de vecteur
Cette zone de la page de parcours vous permet de sélectionner automatiquement les vecteurs à usiner en utilisant les propriétés ou la position du vecteur. C'est également la méthode par laquelle vous pouvez créer des modèles de parcours pour réutiliser vos paramètres de parcours sur des projets similaires à l'avenir. Pour plus d'informations, voir les sections Sélecteur de vecteur et Modèles avancés de parcours d'outil.
Name
The name of the toolpath can be entered or the default name can be used.